
Nicasil oder Nikasil?
Nicasil (Nickel- Silizium-Karbid) ist eine Verbundbeschichtung welche im „Galvanischen Bad“ (vergl.
Galvanotechnik) chemisch gleich- mäßig verteilt sind. Das Silicium-
carbid wirkt als Lauf- und Verschleiß fläche und Nickel als Haftvermittler.
Nikasil ist ein geschützter Markenname durch ein Patent der Firma Mahle
und bezeichnet eine eigene Beschichtungsformel mit ähnlicher Zusammen-setzung.
Die Vorteile der Nicasil-Beschichtung gegenüber einer Grauguss-Laufbüchse (z.B. DT 3MB00):
- geringere Reibung zwischen Kolben und Zylinderlauffläche
- bessere Wärmeableitung, da die Hitze direkt ins Aluminium (welches ein sehr guter Wärmeleiter ist) abgegeben werden kann.
- hohe Verschleißfestigkeit durch Karbide (Im Werkstoff enthaltene Phasen,
welche eine extrem hohe Härte aufweisen) - weniger Laufspiel zwischen Kolben und Zylinder möglich
(kleinstens 2/100mm im Vergleich zu ca. 6/100mm bei Grauguss) - Gleichmäßige Wärmeausdehnung zwischen Zylinder und Kolben,
daher bessere Temperaturverteilung - Eine Beschichtung übersteht aufgrund der Standfestigkeit – sofern es
nicht zu einem Motorschaden kommt oft zwei oder mehr Kolben,
sofern Welchselintervalle eingehalten werden.
Die Nachteile gegenüber einer Grauguss-Laufbüchse sind:
- schlechtere Notlaufeigenschaften, Lamellengraphit des Grauguss ermöglicht auch mit minimaler Schmierung noch ein Abgleiten.
- günstigere Instandsetzungskosten
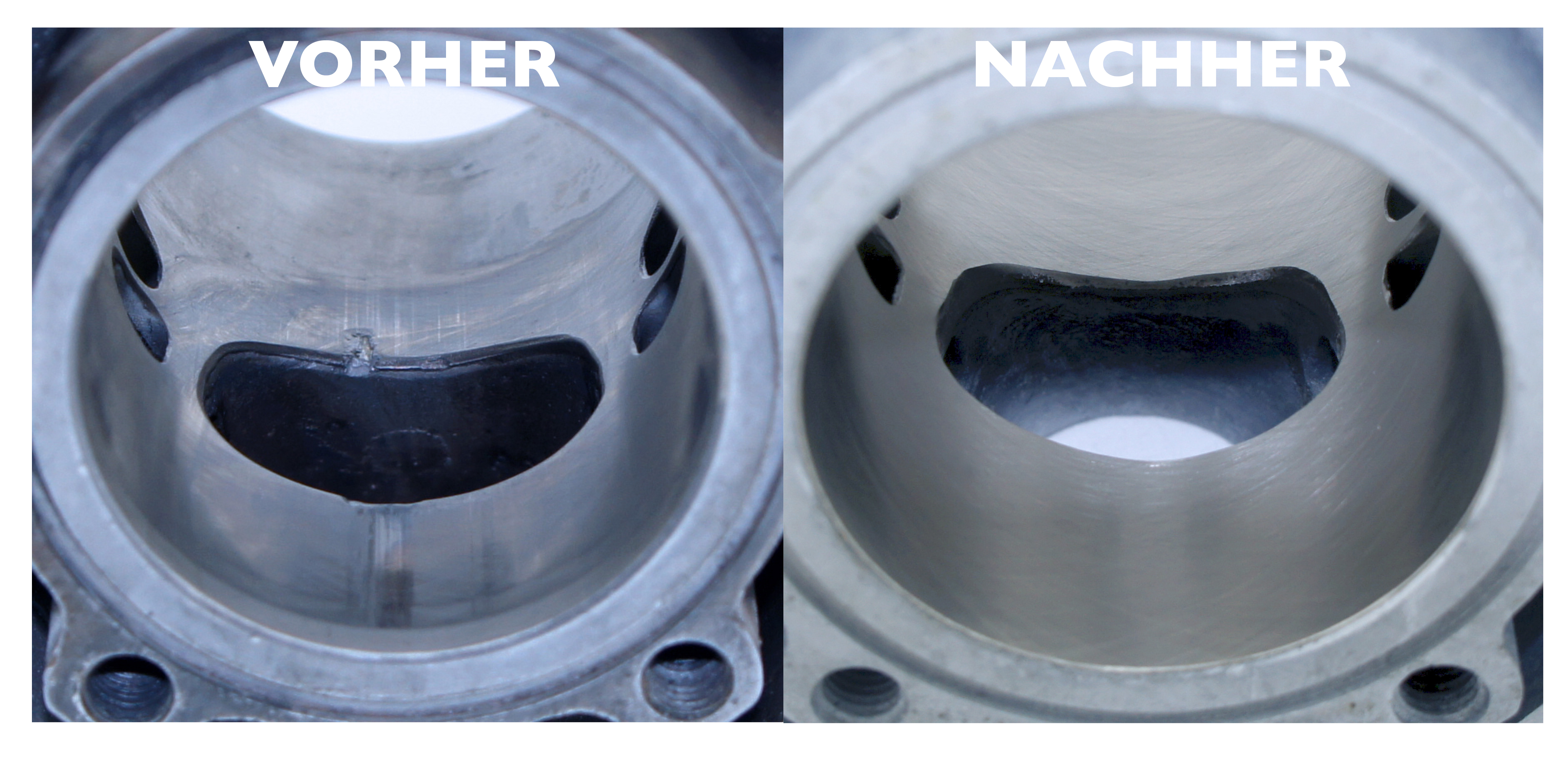
Wie funktioniert die Zylinderinstandsetzung bei Nicasil-beschichteten Zylindern eigentlich genau?

Der Prozess der Instandsetzung ist vielschichtig und komplex. Es müssen mehrere Schritte erfolgen bis der Zylinder einsatzbereit ist. Bevor es um die Instandsetzung selbst geht, muss der Zylinder frei von Anbauteilen, insbesondere frei von Stahlteilen sein, d.h. alle Stehbolzen, Lager, Büchsen, Hülsen und Schrauben müssen entfernt werden da es sonst Probleme mit der Entschichtungssäure kommt.
Der Zylinder wird äußerlich und innerlich gereinigt. Durch Sandstrahlen wird überflüssiger Schmutz, Oxidation und kleinere Beschädigungen beseitigt. Zudem verdichtet Sandstrahlen die Oberfläche und macht diese gegen neue Verunreinigungen resistenter.
1. Zylinder entschichten
Die „alte“ defekte Beschichtung muss zunächst entfernt werden. Hierzu wird der Zylinder in ein Säure Bad mit Salpeter gegeben. In diesem Bad wird die Nicasil-Beschichtung chemisch losgelöst. Der eigentliche Zylinder (aus Aluminium) bleibt davon unbeschädigt und behält seine Eigenschaften.
2. Zylinderlauffläche beurteilen
Nach der Entschichtung wird die Zylinderlauffläche sorgfältig auf Beschädigungen, Risse, Riefen und Ausbrüche kontrolliert. Sollte die Lauffläche derartige Fehler aufweisen (folgt Punkt 3), ist dies nicht der Fall weiter mit Punkt 4.
3. Zylinderlauffläche Instandsetzen
Weist die Lauffläche Beschädigungen, Risse, Riefen uns Ausbrüche auf müssen diese repariert werden.
3.1 Reparaturschweißen
Tiefere Beschädigungen, Risse, Riefen uns Ausbrüche werden mittels Aluminium-Schweißen (WIG Verfahren) verschlossen.
4. Zylinderlauffläche ausbohren
Der durch die Schweißarbeiten entstandenen (Schweißpunkte-/nähte) „Überstand“ wird nun entfernt, damit die Zylinderlauffläche wieder rund, zylindrisch und eben wird. Dies passiert bei Variante A durch ein Ausbohrwerkzeug auf der Fräsmaschine, oder aber mit dem Drehwerkzeug auf der Drehmaschine. Hierbei wird der Zylinder etwas größer als der Nenndurchmesser ausgebohrt.
5. Zylinderlauffläche vor-honen
Um eine Runde, – Zylindrische und „glatte“ und „haftbare“ Oberflächenstruktur zu
erhalten – dies ist Bedingung für die im Anschluss erfolgende Beschichtung – wird die Lauffläche vorgehont. Hierbei wir der Nenndurchmesser um ca. 0,1mm größer gehont.
6. Zylinder Beschichten (Galvanotechnik)
Unter Galvanotechnik (auch Elektroplattieren genannt) versteht man die elektrochemische Abscheidung von metallischen Niederschlägen (Überzügen) auf Substrate.
Bei der Galvanik wird durch ein elektrolytisches Bad Strom geschickt. Am Pluspol (Anode) befindet sich das Metall, das aufgebracht werden soll (z. B. Kupfer oder Nickel), am Minuspol (Kathode) der zu beschichtende Gegenstand. Der elektrische Strom löst dabei Metallionen von der Verbrauchselektrode ab und lagert sie durch Reduktion auf dem Werkstück ab. So wird der zu veredelnde Gegenstand
(Zylinderlauffläche) allseitig gleichmäßig mit Nicasil oder einem anderen Metall beschichtet. Je länger sich der Gegenstand im Bad befindet und je höher der elektrische Strom ist, desto stärker wird die Metallschicht (z. B. Nicasil Schicht). Die Schichtdicke liegt bei ca. 0,03-0,05mm. Die Zylinderbohrung hat nun einen ca. 0,1mm (je nach Nenndurchmesser) kleineren Bohrungsdurchmesser.
7. Zylinder honen
Die nun beschichtete Zylinderlaufläche muss nun auf „Maß und Form“ gebracht werden. Hierbei wird die Bohrung mit dem Verfahren Kreuzschleifen, dem
sogenannten honen bearbeitet. Honen meint das definierte Ausschleifen einer Bohrung mittels Honale (bestückt mit Z. Bsp. 3 bzw. 7 Hon-steinen) unter einer Dreh -und Hubbewegung. Der durch diese Bewegung in zwei Richtungen erzeugte Kreuzschliff ist wichtig für den späteren Ölfilm zw. Kolben und Zylinder-Lauffläche. Hier entsteht ein Schliff, welcher sich unter dem Mikroskop wie eine „Berg –und Tallandschaft“ beschreiben lässt. In den „Tälern“ soll sich später im Fahrbetrieb das Öl „einnisten“ können um die Schmierung zwischen Kolben-und
Zylinderlauffläche zu gewährleisten. Die Berge bilden den Traganteil über welchen der Kolbenring gleitet. Wie sich dieses Tragbild beim Einfahren des Zylinder-/
Kolben verändert werden wir in einem gesonderten Tutorial beschreiben. Das Hon-aufmaß beträgt ca. 0,1-0,2mm, je nach Nenndurchmesser und Schichtdicke.
8. Qualitätskontrolle
Nach dem honen wird die Zylinderlauffläche als auch Beschichtung auf Ihre
Maßhaltigkeit vermessen. Die Bohrung wird z.B mit einem Zwei-Punkt Innenmikrometer auf wenige 1/1000mm genau auf Maßhaltigkeit, sowie Durchmesser, Zylindrizität als auch Rundheit vermessen. Zudem wird eine Oberflächenrauhigkeitsmessung durchgeführt um den Traganteile des Honschliff zu bestimmen. Die Toleranzen liegen hier unter 0,005mm. Wichtig ist diese Kontrolle um bei der Kolbenauswahl das richtige Einbauspiel zu wählen.
Mehr zum Thema Kolbenauswahl und Einbauspiel in einem weiteren Tutorial.
Verfasser
Florian Weber
Fachbetrieb für Zylinder-und Motorinstandsetzung
Firma Metallmanufaktur Weber
www.weber-metallmanufaktur.net
Guten Tag Herr Weber
Vielen Dank für die spanenden Informationen.
Ich finde sie bringen das Thema Zylinderinstandsetzung kurz und prägnant auf den Punkt.
Beste Grüsse aus der Schweiz
Joachim